Kategóriák
ELADÓ TELEPHELY !!!

ELADÓ SZÁLCSISZOLÓGÉP

ELADÓ SÍK-TARTÁLYFENÉK PEREMEZŐ GÉP

ELADÓ HASZNÁLT TEHERAUTÓ !!!

TOP termékek
Fórum
Látogató számláló
0
0
7
3
3
2
8
Blog
Rozsdamentes acél felületkezelése

A rozsdamentes acél megmunkálását követően szakszerű felületkezeléssel tudjuk megőrízni a korrózióállóságot. A passzív réteg biztosítja a korrózióval szembeni ellenálló képességet, amely megakadályozza az oxidációs folyamatokat.
Rozsdamentes acél felületéről és felületkezeésükről egy kicsit.
A rozsdamentes acél passzív rétegével biztosítja a korrózióval szembeni ellenálló képességét, amely megakadályozza az oxidációs folyamatokat. A rozsdamentes acél megmunkálását követően szakszerű felületkezeléssel (pácolással és passzíválással) tudjuk megőrízni a korrózióállóságot. A felületkezelés megerősíti a rozsdamentes munkadarab korrózióállóságát valamint döntően befolyásolja azok élettartamát.
Minden mechanuikus megmunkálás károsítja az alapanyag legfelső rétegeit. Szennyeződéssel (idegen ferrit), szerkezeti elváltozással, keletkező feszültséggel és krómszegényedéssel. A hőkezelés és a hegesztés revéhez és futtatási szinekhez vezetnek. Ezek nem csak a munkadarabok kinézetének ártanak, hanem mindenek előtt a korrózióállóságnak, mivel azok túlnyomó részt vasokszidból vannak, melyek kémiailag kevésbé ellenállóak.
A megmunkált rozsdamentes acéltermékünket, ha szükséges először pácoljuk.
Pácolás:
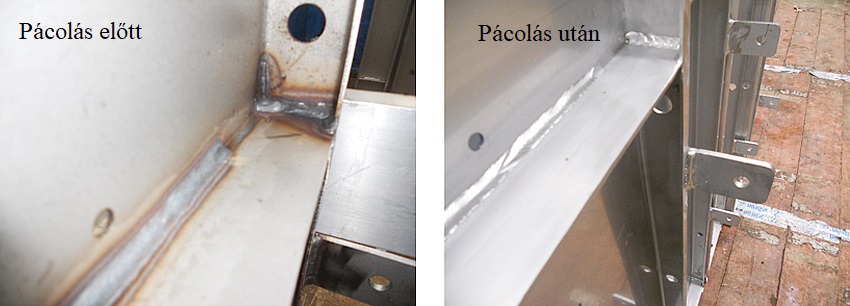
A pácolás a rozsdamentes acél felületén található vékony fémréteg eltávolítását jelenti. A pácolással egy fémesen tiszta, világos, szatén felület érhető el. A már meglévő korrózió megállítható, a felület teljes korrózióállósága visszaállítható, és dekoratív fémes megjelenéssel rendelkezik.
A pácolás olyan kémiai folyamat, amelyek fémesen tiszta és aktív felületeket eredményeznek. A pácolás eltávolítja az oxidokat és a fémes szennyeződéseket. Leválasztja az alapanyag vékony rétegét a felület simítása/polírozása nélkül. A pácolt rozsdamentes acél felületeken kiváló minőségű passzív rétegek képezhetők korrózióvédelemként. A pácolás a fémfelületek intenzív tisztítását és aktiválását eredményezi, általában az anyag enyhe eltávolításával. Az eredmény fémesen tiszta, oxidoktól és idegen fémszennyeződésektől mentes felületek. A pácolás előnye, hogy leválasztja a fém anyagszerkezet szemcsehatárait (revétlenít), és a felületnek matt-selymes megjelenést kölcsönöznek (dekoratív fémes megjelenés).
A pácolásra többféle módszer áll rendelkezésre:
• Mártópácolás pácolókádba merítéssel, szórásos módszer vagy keringtetés
• A szórópácolást szórással a szórópác permetezésével szabadon álló felületekre
• Pácpaszták ecsetelésével a helyi kezelésre pl. hegesztési varratoknál
A rozsdamentes acélokat, a nikkel-alap ötvözeteket általában megmunkálás után pácolják, hogy jó kiindulási állapotot hozzon létre az ép passzív réteg kialakításához, amely a korrózióállóság előfeltétele. A rozsdamentes acélt gyakran pácolják, tisztításként vagy előkezelésként az elektropolírozás vagy galvanizálás előtt. A felületről a pácoló anyagot bő vizzel mossák le, akár sterimó segítségével is, hogy az ne maradjon a felületen. Az öblítővizet vagy az elhasznált pácanyagokat a jogszabályoknak megfelelően kell kezelni és ártalmatlanítani!
A kisebb területek, például a hegesztési varratok környéke pácpasztával pácolhatók pl: Polinox-P rapiddal vagy Pácpaszta PX

A szórásos pácolás a helyszínen is megvalósítható, de csak megfelelő munkavédelmi és saveltávolítási eljárásokkal és berendezésekkel rendelkező szakemberek végezhetik. Erre alkalmas a Szórópác K3000 termék.
Ezek után jöhet a passzív réteg kialakítása,
Passziválás:
A passzíválódás természetes folyamat a rozsdamentes acélok felületén, de néha szükség lehet a folyamat felgyorsítására oxidálósavas kezeléssel. A pácolással ellentétben a savas passzíválás esetén nem történik fémleválasztás a felületről. A passzívréteg minősége és vastagsága azonban gyorsan kialakul a savas passziválás során.
Hibátlan passzívréteg csak a fémesen tiszta felületen képezhető! Ezért fontos előtte a tökéletes pácolás és tisztítás!
A normál használatra tervezett alkatrészeknél a vékony, átlátszó „passzív réteg” segítségével érik el a korrózióvédelmet. Bár ez a passziválódási folyamat normál esetben spontán végbemegy, a krómban gazdag oxidréteg létrehozását segíthetik az oxidációt elősegítő feltételek. A salétromsav különösen alkalmas erre, és elterjedten használják a rozsdamentes acélok passziválására. A gyengébben oxidáló savak, mint például a citromsav, szintén elősegíthetik a passzív réteg kialakulását.
A rozsdamentes acél egy olyan ötvözött anyag, amely a fém alapból és egy nemfémes felső rétegből, a passzív rétegből áll, amely főként króm-oxidból áll. A passzív réteg úgy alakul ki, hogy a króm a rozsdamentes acélban reagál a környezeti oxigénnel. Az ép rozsdamentes acélon a passzív réteg teljesen és tömören lefedi az egész felületet. Önmagában védi az egyébként instabil rozsdamentes acélt a korrózió ellen. A passziválás egy kémiai eljárás a passzív rétegek gyorsabb kialakításához és optimalizálásához anélkül, hogy változtatnák az alapanyagot.
Ezek az eljárások a helyszínen is elvégezhetők Passzíváló PV termékkel. Nem szükséges különleges szaktudás a műveletek biztonságos elvégzéséhez. Az egészségügyi, munkavédelmi és környezetvédelmi kockázatok elkerülése érdekében fontos a megfelelő szakértelem és felügyelet a megfelelő minőségű pácolt felület létrehozásához. A kezelt felület korrodálhat, ha a savval érintkezés időtartamát és a befejező öblítési eljárást nem a gyártó utasításai szerint végzik el. A különböző típusú rozsdamentes acélokra alkalmazható pácolási idők eltérőek lehetnek. Fontos, hogy a műveletet végző tisztában legyen a pácolt acél anyagminőségével, a felhasznált anyagok által jelentett veszélyekkel, a biztonságos és kielégítő eredmények eléréséhez. Szintén fontos, hogy minden maradék pácanyagot, pácolási maradékot és szennyeződést teljes mértékben el kell távolítani az acélanyag felületéről a valóban korrózióálló és hibamentes felület eléréséhez. Az elhasznált passziváló anyagot a jogszabályoknak megfelelően kell kezelni és ártalmatlanítani!
Pácolás és passziválás előtti tisztítás:
Általában a savas kezelés önmagában nem elegendő az olaj, zsír és egyéb szervetlen szennyeződések eltávolításához, és ezek megakadályozhatják a passzív réteg megfelelő kialakulását. Ha a rozsdamentes acél alkatrész zsírral vagy olajjal szennyezett, akkor a savas kezelés előtt tisztítási műveletre van szükség.
Vasszennyeződés vagy más külső hatás okozta rozsdásodás
A normál szénacélok felületével való érintkezésből adódó rozsdásodást gyakran összetévesztik magának a rozsdamentes acélnak a korróziójával. A futórozsda megjelenési formája lehet az enyhén barnás elszíneződéstől kezdve a rozsdás elszineződésen át a felületi pittingesedésig (pl.: korlátokon). Ez gyakran előforduló oka a rozsdamentes acél építőipari termékek beszerelési utáni és átadás-átvételi problémáinak.
A "vasszennyeződés", ahogyan általában hívják, az átadás-átvétel után igen költségesen javítható. Azonban könnyen elkerülhető gondos kezeléssel és a megfelelő gyártási eljárások és ellenőrzés alkalmazásával, valamint megfelelő eljárásokkal el is távolítható.
A vasszennyeződés gyakran előforduló okai:
- szénacél szerszámok alkalmazása (pl. nem kimondottan inox vágókorong (vagy drótkorong, lamellás korong) használata, illetve olyan szerszámmal történik a darabolás, amellyel előtte szénacél terméket vágtak).

- ha a gyártás, összeszerelés vegyes fémeket használó gyártóműhelyben történik, akkor a megmunkálások során szénacélpor kerülhet a rozsdamentes acél felületére, vagy a szénacél vágása során a szikra ráverődik (ráég) a rozsdamentes acélra.


- korlátok tisztítása során rossz tisztítószer megválasztása (az átadott korlátrendszereket savas vagy magas ph-val rendelkező tisztítószerekkel takarították),

- a rozsdamentes termékekhez nem megfelelő alkatrészek használata (lefogatásához nem rozsdamentes csavarokat használtak),

- a nem megfelelő anyagminőségek megválasztása. Példáúl a zárt térben a medencék környékén megrozsdásodott rozsdamentes acélt a magas koncentrációban használt klór gőze kezdi meg. Tengervíz mellett épült épületek vagy hajók korlátait a tengervíz sótartalma. Ilyen esetekben magasabb minőségű, bár drágább saválló rozsdamentes acélt kell megválasztani (pl: Wnr. 1.4404), mert itt már a rozsdamentes acél szerkezete roncsolódik/lyukad.
Sajnos ezek a jelenségek csak hetekkel vagy hónapokkal később jelennek meg, és ezek felületi rozsdák/elszineződések, de tisztitásukra van megoldás.
1. Takarítsuk le az elszíneződést és a szennyeződéseket, viszont nem mindegy, hogy mi a kiváltó ok.
- Ha beleégett vaspor, akkor elsőnek mechanikai úton kell eltávolítani csiszoló szerszámmal. A lényege, hogy teljesen csiszoljuk ki a vasport/beleégett vas szemcséket, mert a későbbiekben újra kiújul. Használhatunk kézi dörzsikék, flexbe fogható lamellás korongok, fúróba fogható csiszolókat.
- Ha csak felületinek tűnik az elszineződés, akkor kézi csiszolólappal és a Plusz3000-el vagy a Protect Cleaner-el együtt szép eredményt érhetünk el. Ezt a kombót használják a mosogató medencék tisztítása esetén is. Korlátok elszineződésének tisztítására a gyártó Cleaner ajánlja de szintén alkalmazható a Protect Cleaner és Plusz3000 is. Először érdemes puha ruhával együtt alkalmazni többször ismételve, de ha nem jön le könnyen akkor a kézi csiszolólappal. Az úszómedencék mellett lévő rozsdamentes felületek elszineződését és vízkőleszedését a Protect Cleaner-el könnyen takarítható.

- Ha újjlenyomatok, zsírok, olajok eltávolítására több megoldás is található. Ezek a termékek egyben tisztítanak és védőréteget képeznek a felületen --> 3M Inox tisztító, 3M ipari tisztító, Éleliszeriparban használható tisztítószer, WMD38, WS-Edelstahl. A fentiek használhatóak konyhai berendezések tisztítására is.
2. Tegyük tartóssá a szép felújított felületet. Ha már megtisztítottuk akkor a legvégén egy olajos réteget képezhetünk Finisholaj Protektorral az inox acélon, amely megvédi az újjlenyomatoktól, poroktól és a külső hatásoktól.